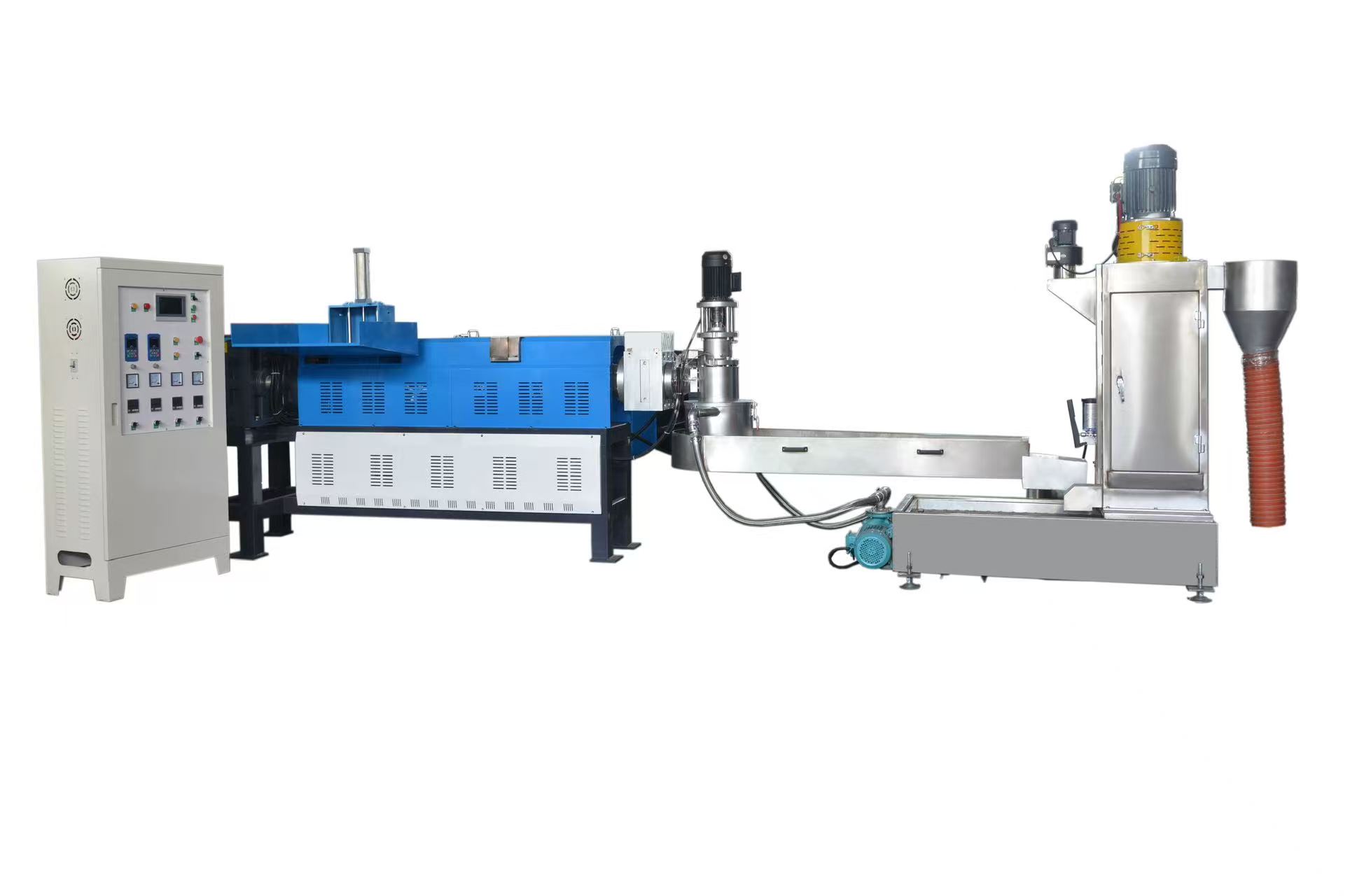
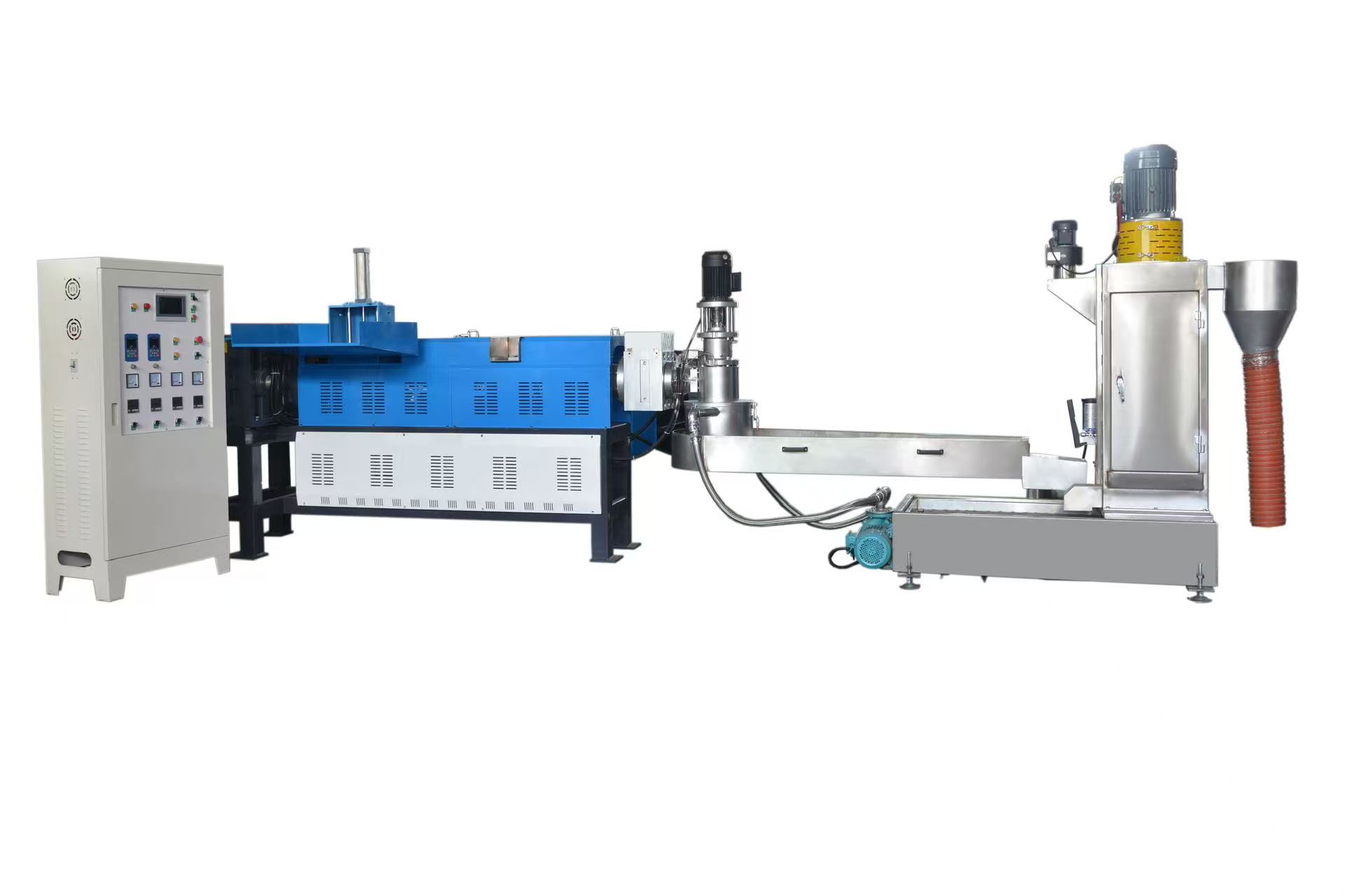
Water-ring pelletizing—as the name implies—refers to a process in which molten plastic strands are severed by rotating blades positioned flush against the die face the instant they exit the die head; immediately thereafter, the severed pellets are carried away, cooled, and conveyed by a high-speed circulating water ring.
Compared to traditional “cold-strand pelletizing,” water-ring cutting eliminates the need for manual strand threading, thereby significantly reducing the risk of strand breakage and associated downtime. Furthermore, when compared to “underwater pelletizing,” it offers lower maintenance costs and simpler operation. While the water-ring pelletizer is not a “universal” solution suitable for every application, it demonstrates exceptional performance when processing materials characterized by high thermal tackiness and good melt flow properties. The following matrix outlines the materials for which this equipment is best suited:
1. Polyolefins
PE (Polyethylene): This category includes High-Density Polyethylene (HDPE), Low-Density Polyethylene (LDPE), and Linear Low-Density Polyethylene (LLDPE). Common sources include recycled plastic bottles, industrial films, agricultural mulching films, and similar materials.
PP (Polypropylene): Sources include woven bags, bulk bags (FIBCs), disposable food containers, automotive components, and more. Since PP exhibits excellent flow properties in its molten state, water-ring cutting ensures the production of well-formed, plump pellets.
2. Filled & Modified Plastics
CaCO3/Talc-Filled Masterbatches: These consist of PP or PE modified materials with high filler concentrations; utilizing water-ring cutting effectively prevents the issues of brittleness and strand breakage that often occur during the strand-pulling phase of traditional methods.
Color Masterbatches: When producing high-concentration color masterbatches, water-ring cutting ensures both pellet consistency and uniform color dispersion.
3. Thermoplastic Elastomers (TPE/TPV)
Certain elastomers with moderate hardness levels can rapidly set and solidify under water-ring cooling, thereby preventing the pellets from sticking to one another. Water-ring pelletizing falls under the category of “die-face hot cutting.” Because the pellets are severed while still in a molten state, surface tension causes them to assume a disc-like or spherical shape upon cooling. This results in pellets with an aesthetically pleasing appearance and high bulk density—characteristics that are highly advantageous for downstream processing applications such as injection molding or film blowing. . Exceptional Automation and Production Efficiency
Elimination of Strand Breakage Issues: In traditional strand pelletizing processes, if raw material instability causes a strand to break, the entire production line must be shut down to re-thread the strand. Water-ring pelletizing completely bypasses this critical pain point, enabling truly continuous production.
One-Touch Start: An advanced PLC control system synchronizes the cutter speed with the extruder speed, ensuring uniform pellet size.
Precise Die Head Design
Our die heads are crafted from high-quality nitrided steel or hard alloy materials and undergo precision grinding. The die face features uniform heat distribution, ensuring a consistent material flow rate through every discharge orifice—thereby eliminating the occurrence of “oversized strands” and “linked pellets” at the source.